
Technical Resources
GUIDES TO CMT PRODUCTS
What is Syntactic Foam?
Today syntactic foams are used in a wide variety of applications. The material has undergone many changes since the early days providing simple buoyancy. It has also appeared in a variety of ways in text as both misnomer or trademark such as syntact, syntax, syntac, syntec, syntax, syntac foam, syntetic foam, syntectic, or even synthetic foam.
Syntactic foam has become the most widely used plug assist material today as a result of high performance, light weight, low thermal transfer and surface finish capability.
Why use Syntactic Foam Plug Assist Materials?
CMT Materials has developed a wide range of plug materials. The right plug material saves money and improves quality in the thermoforming process by:
- Reducing starting sheet thickness by improving material distribution.
- Providing better part clarity.
- Reducing mark-off and chill marks.
- Eliminating plug cracking and chipping using tough syntactic materials.
- Improving part consistency with excellent detail in-plug machining.
- Eliminating dust and tool wear when machining plugs.
- Providing greater durability and thermal stability.
- Reducing sheet sticking with smooth plug surfaces.
Guidelines for Plug Assist Selection and Design
Temperature: Sheet temperature is probably the most critical factor for the thermoforming process. Use of HYTAC syntactic foam allows forming at manufacturer recommended temperatures due to its very low thermal conductivity. No excess heat is drawn from the sheet to the plug. NOTE: It is important to realize the settings on sheet heaters are significantly higher than actual process temperatures. One starting factor in reviewing plug material choice is to ensure the service temperature of the plug material is equal or higher than the recommended forming temperature of the sheet.
Relative to a plug material, processing temperature may also be considered to determine the need for low or high surface stick of the plug. See “Stick” for more information. Use of recommended forming temperature has a significant and direct impact on final product strength, clarity and haze.
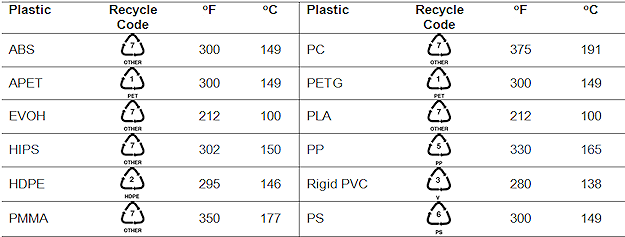
Typical* forming temperatures for common plastics:
Transparency/Surface Scratch
Because syntactic foam does not remove heat from the sheet, users should first optimize forming temperature, then focus on specific plug material choice to minimize scratches and maximize transparency. Plug materials that are easily polished are preferred to minimize/eliminate surface scratching and to optimize material distribution for use in high transparency applications. Modifying the binder and the size/type of spheres in syntactic foam results in plug materials that have been created for ease of polishing. Ra values on our HYTAC selector guide may be used to compare typical surface finish values achieved with polishing. The lower the Ra value, the smoother the surface finish achievable. Typical plug materials choices for highest transparency with the lowest scratching are HYTAC-FLXT and HYTAC-C1R.
Mark-Off
A mark on the part may result from contact with a surface that is too cool or from a surface condition on the plug. Syntactic plug materials have very low heat transfer and are preferred as the chance of mark-off may be isolated to machining conditions or other easily identified variables. Typical choices are again HYTAC-FLX, HYTAC-FLXT, or HYTAC-XTL because they are easy to machine and they have excellent polish characteristics.
Stick
High forming temperature requirements or certain material properties (e.g. when forming EVOH, PETG, CPET or RPET) can cause a material to leave residue on the plug. In these cases, a plug material formulated for low stick is preferred. Syntactic plug materials impregnated with PTFE eliminate the issues of coating/recoating the surface of a plug. The most common choice is HYTAC-FLXT.
Durability
Syntactic foams are durable, long lasting plug materials. Fine detail requirements or general manufacturing practices can result in hostile environments which can chip or break the more brittle thermoset syntactics. Thermoplastic syntactic plug designs are preferred for these applications. Use the Flexural Toughness Rating on our specification chart to compare durability of various plug choices. The most common choices are HYTAC-C1R, HYTAC-B1X or HYTAC-XTL.
Deep Draw
Plug materials with higher friction help ensure plastic is carried to the bottom of the mold cavity. Modifying the surface finish of the plug with sandpaper will also affect friction and the amount of plastic taken to a particular place in the mold. HYTAC-C1R, HYTAC-HTF and HYTAC-XTL are the most common choices for deep draw applications.
Food or Pharmaceutical Contact
Plastics used to package food or pharmaceuticals are regulated in regard to the plastic used, the amount of recycled material that may be added and the processing methods/tools used. All HYTAC materials are suitable for use in FDA controlled applications.
Machining
Syntactic foam plugs are machined using sharp, solid carbide tooling designed for cutting abrasive, plastic. Thermoplastic syntactic plugs may be machined at a much faster rate than thermoset syntactic plugs and result in no dust in the machine. Thermoplastic syntactic plugs are also preferred when it is necessary to machine fine detail into the plug. See the appropriate machining guide for recommendations on any HYTAC material.
Polish
Syntactics are formed using tiny microspheres as insulators held in suspension inside a matrix material (binder). The size and type of the microspheres, along with the choice of matrix material make some syntactic foams better than others for surface polish. When an ultra smooth surface polish is needed, thermoset syntactics are generally the best choice. HYTAC-FLX and HYTAC-FLXT, HYTAC-C1R, HYTAC-HTF and HYTAC-XTL have been specifically optimized for surface polish requirements. HYTAC-XTL is the best choice when a smooth surface and highly durable plug is needed. Silicon carbide sandpaper is typically the best polishing material. See our syntactic foam polishing guide for grit recommendations and techniques.
Plug Assist Geometry / Design
While there is no single “best” answer to plug design, there are many basic approaches to follow. Achieving the best results typically comes from starting with the largest plug design possible and close proximity to the mold cavity walls. (3 – 5 mm from the wall is a common starting point for syntactic foams.) This allows for material removal or plug reshaping based on actual performance observation. Places where the plug first contacts the plastic sheet/foil will carry the most material. Sharp edges do not allow plastic to flow or stretch evenly and will result in thicker floors and thinner walls. See our design guide for ideas to consider.
Plug Attachment
Syntactic foam materials for plug assists were developed to optimize forming capability within a mold. As the materials generally have low tensile and shear strength, direct threading is not recommended. Instead, most thermoformers use some type of insert which is bonded and/or threaded in to the plug. The harder, more brittle thermoset syntactic may result in catastrophic failure when using threaded inserts. A scored/bonded insert can typically be repaired and re-seated with fresh epoxy if a failure occurs. With thermoplastic syntactic, threaded inserts increase the pull-out load strength, with pull-out failure limiting itself to damage to the threads. It is generally possible to drill and re-tap the plug, use a slightly larger insert and have the plug back on the machine in a matter of minutes. In all cases, inserts should be installed flush with the surface of the plug. This will prevent over tightening if the insert is below the surface and prevent wobbling/cantilever stress should an insert stick above the surface of the plug.